Leave Your Message




Choosing the right Elevator Steel Wire Rope is crucial for safety and performance. An elevator's efficiency heavily relies on the quality of its components. Elevator Steel Wire Rope must withstand heavy loads and endure continuous operation.
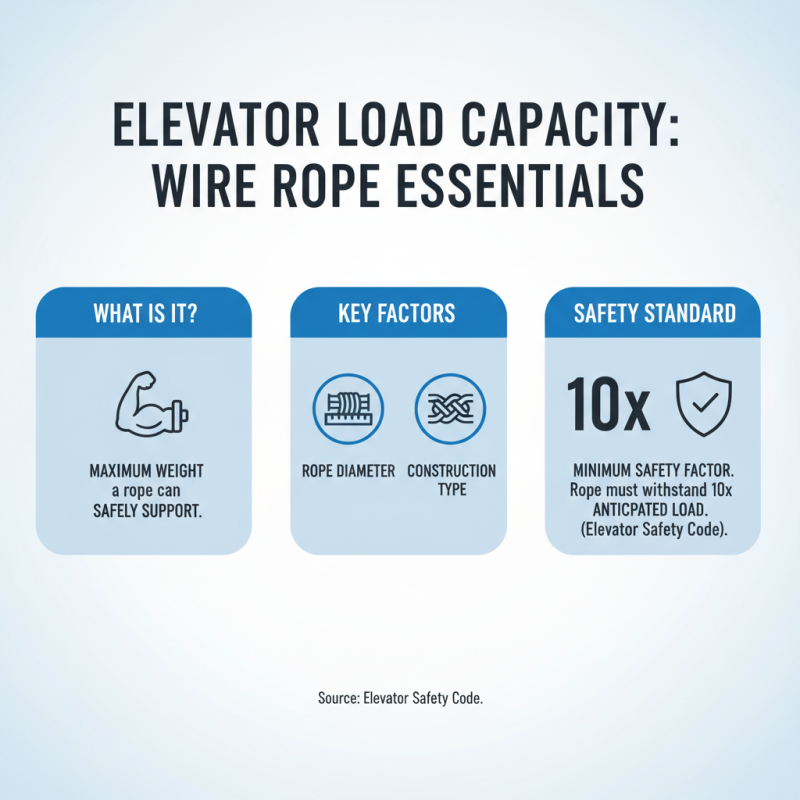
Many factors influence this choice. Consider the load capacity, tensile strength, and environmental conditions. A rope that is too weak can lead to failures. It is essential to match the rope's specifications with the specific elevator use.
Research different manufacturers and their standards. Quality varies widely in the market. Seek out reliable suppliers known for their expertise and trustworthiness. Selecting the right Elevator Steel Wire Rope can ensure the longevity of your elevator system. Investing time in this decision will pay off in safety and performance.

When selecting elevator steel wire rope, it’s crucial to evaluate several key factors. The first consideration is the rope's construction. Most elevator ropes are made of several strands, typically 6 or 8, twisted together. This design influences the rope’s flexibility and strength. According to a 2021 report by the Elevator World, correctly chosen rope construction ensures optimal performance and safety.
Another vital factor is the rope's diameter. A thicker rope can carry more weight, but it may also add unnecessary rigidity. The International Organization for Standardization (ISO) recommends that the diameter should correspond to the elevator’s load capacity. Performing calculations based on the specific load requirements can prevent potential failures.
Finally, inspect the material quality. Steel wire ropes undergo multiple treatments to enhance durability. Corrosion resistance is particularly important in diverse environments. Recent studies show that poorly selected materials lead to premature wear, raising maintenance costs by up to 20%. Pay attention to these details; they can mean the difference between a reliable elevator system and one prone to issues.